روش تولید انواع سیم در کارخانه :گام اول از مراحل تولید سیم و کابل نازککاری است. عملیات نازککاری از طریق دستگاه نازککن فاین و همچنین نازککن راد طی دو مرحله مجزا انجام میپذیرد. به این صورت که نخست مفتول مسی 8 میلیمتری به کمک دستگاه راد به یک مفتول مسی با ضخامت 1.38 میلیمتر تبدیل میشود. سپس توسط دستگاه فاین تغییرات لازم روی این مفتولها صورت میگیرد تا به صورت سیمها و کابلهای مورد نیاز مشتری درآیند.سیم و کابل البرز الکتریک نور
مرحله دوم: آنیل کاری
همه مفتولهایی که توسط دستگاه فاین عملیات نازککاری بر روی آنها انجام گرفته است، در کنار کوره مخصوص آنیلکاری گردآوری میشوند. معمولا در اطراف کوره آنیلکاری یکسری تابلوهای مخصوص وجود دارد تا کارگران بتوانند با توجه به آنها مفتولها را جمعآوری نمایند. پس از اینکه تعداد به حد نصاب یعنی حدود 54 مفتول رسید، در کوره آنیل قرار میگیرند.
مرحله سوم: بهم تاباندن رشته های مسی
تاباندن رشتههای مسی یا همان بانچ از طریق ماشینآلات مخصوصی به نام بانچر انجام میپذیرد. به این منظور مفتولهای آنیل شده روی قرقره را که در مرحله پیش آماده شدهاند، در دسترس کارگران قرار میدهند.سیم و کابل الوند کابل تارا
در صورتیکه هدف تولید کابلهای رشتهای مانند کابلهای قدرت یا خودنگهدار باشد، رشتههای مسی توسط تابنده با حفظ یک ساختار کاملا منظم به هم تابیده میشوند. برای تهیه کابلهای خودنگهدار نیز رشته مغزی در بخش مغزی قرار میگیرد. در حالیکه سایر رشتههای مسی با رعایت فاکتورهای نظیر جهت چرخش مشخص و طول تاب خاص به دور آن پیچیده میشوند.
مرحله چهارم: عایق کاری
یکی از مهمترین مراحل تولید سیم و کابل مرحله عایقکاری تجهیزات است. در اینجا رشتههای مسی پانچ شده به همراه گرانول عایق بهعنوان مواد اولیه مورد نیاز در سالن عایقکاری آماده میشوند. این متریال ممکن است که برای ساخت زیره کابلی یا تولید سیم به کار روند.
چنانچه هدف تولید سیم باشد، محصول ساخته شده توسط دستگاه اکسترودر به واحد بستهبندی فرستاده میشود. درصورتیکه برای ساخت زیره کابلی، فرآورده تولیدی روی یکسری قرقرههای مخصوص جمعآوری شده تا در مرحله تاب زیره مورد استفاده قرار گیرد.
مرحله پنجم: روکش زنی کابل
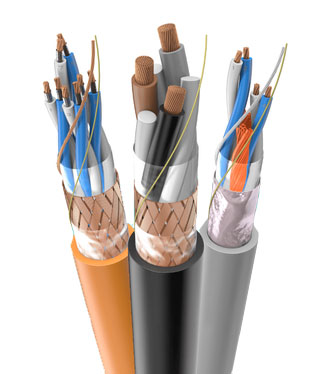
در این مرحله متریال اولیه یعنی پودر تالک، زیرههای استرندر شده و همچنین گرانول روکش در محوطه کارخانه آماده میشوند. سپس عملیات روکشزنی کابل توسط یکی از اصلیترین ماشین آلات تولید سیم و کابل یعنی دستگاه اکسترودر انجام میگیرد. برای تولید کابلهای قدرت باید رشتههای به هم تابیده شده به کمک لایهای از پیویسی یا مواد پلیاتیلن به طور کامل روکش شوند. این لایه کمک میکند تا کابل قدرت در برابر عوامل محیطی مقاومت کافی پیدا کند.سیم و کابل لینکو
مرحله ششم: آزمون مقاومت الکتریکی هادی
برای اینکه اطمینان حاصل شود مراحل تولید سیم و کابل به طور اصولی انجام میشوند و محصولات کیفیت لازم را دارند؛ همه قرقرههای تولید شده تست میشوند. آزمون مقاومت الکتریکی هادی پیش از بستهبندی کابلها انجام میگیرد. هدف تست مقاومت الکتریکی هادی این است که تیم تولید از بابت یکنواختی قطر محصولات اطمینان حاصل کنند. همچنین مواردی نظیر کیفیت مناسب هادی و عدم پارگی در رشتههای هادی نیز در این مرحله مورد بررسی قرار میگیرند.
مرحله هفتم: آزمون ولتاژ بالا
گام نهایی از مراحل تولید سیم و کابل آزمون ولتاژ بالا است. این تست به منظور مطمئن شدن از عدم قطعی جزئی عایق و همچنین پوششدهی کامل هادی از بخش عایق انجام میپذیرد. پس از اطمینان از این موارد کیفیت مواد عایق نیز مورد بررسی قرار میگیرد.